Production features




HOUSINGS
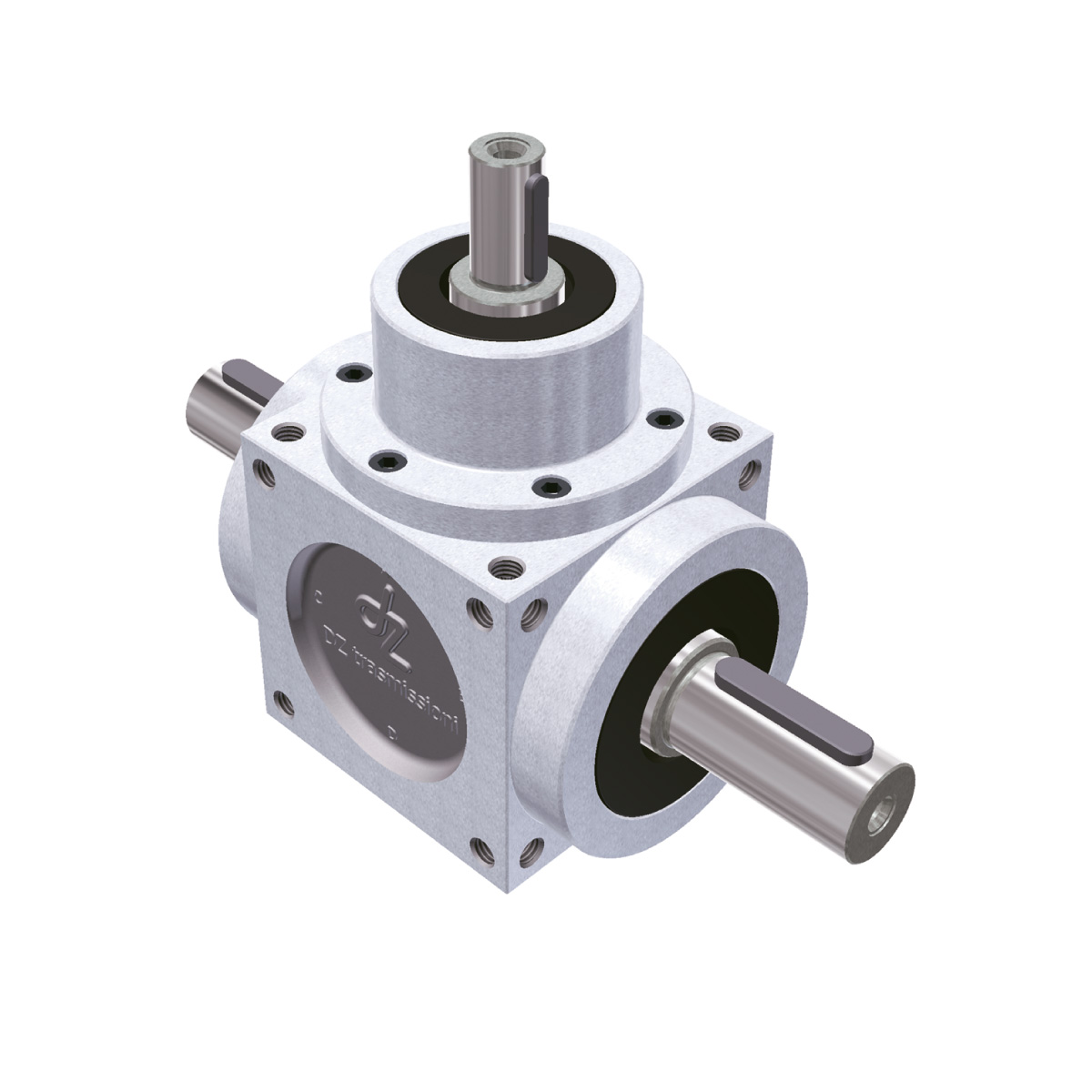
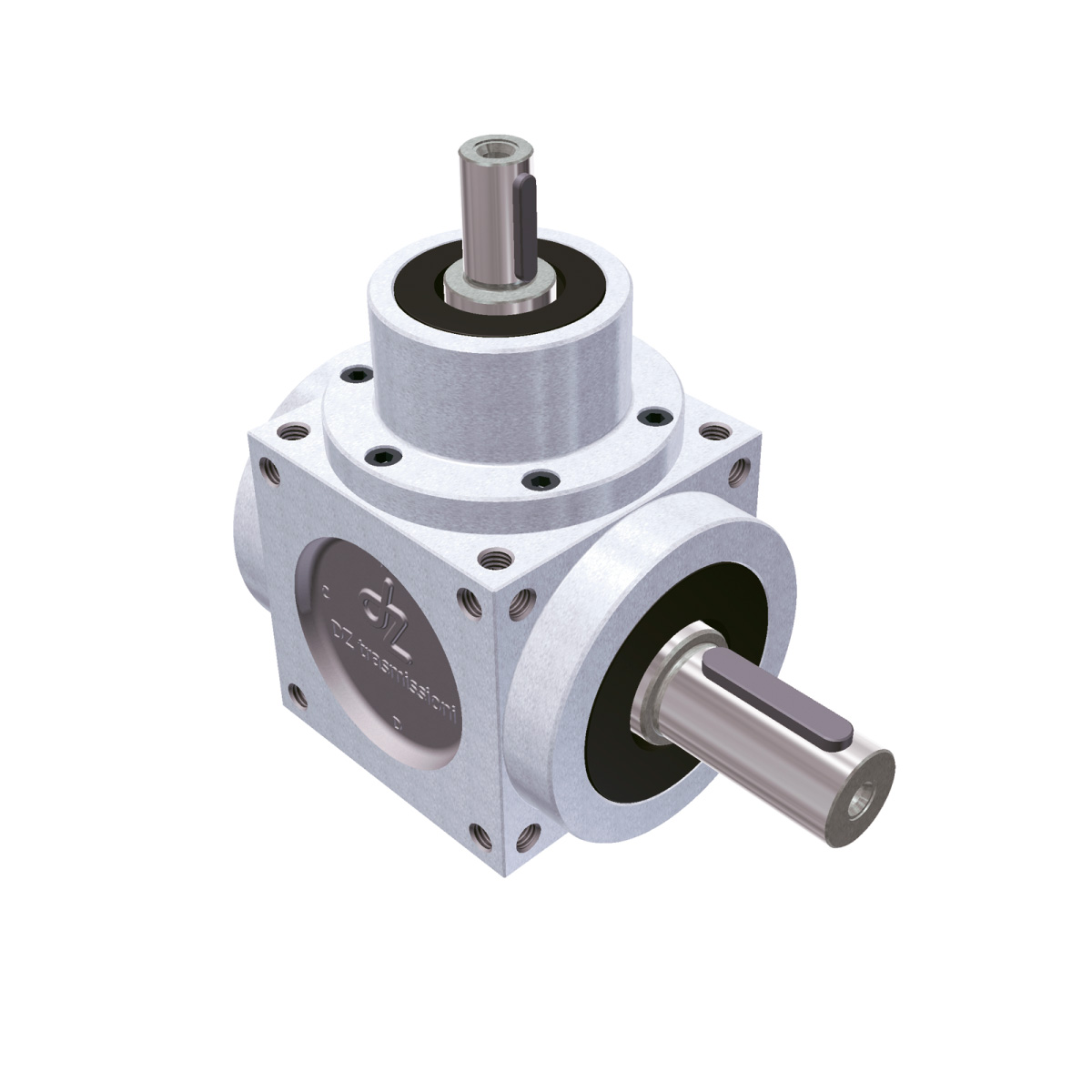
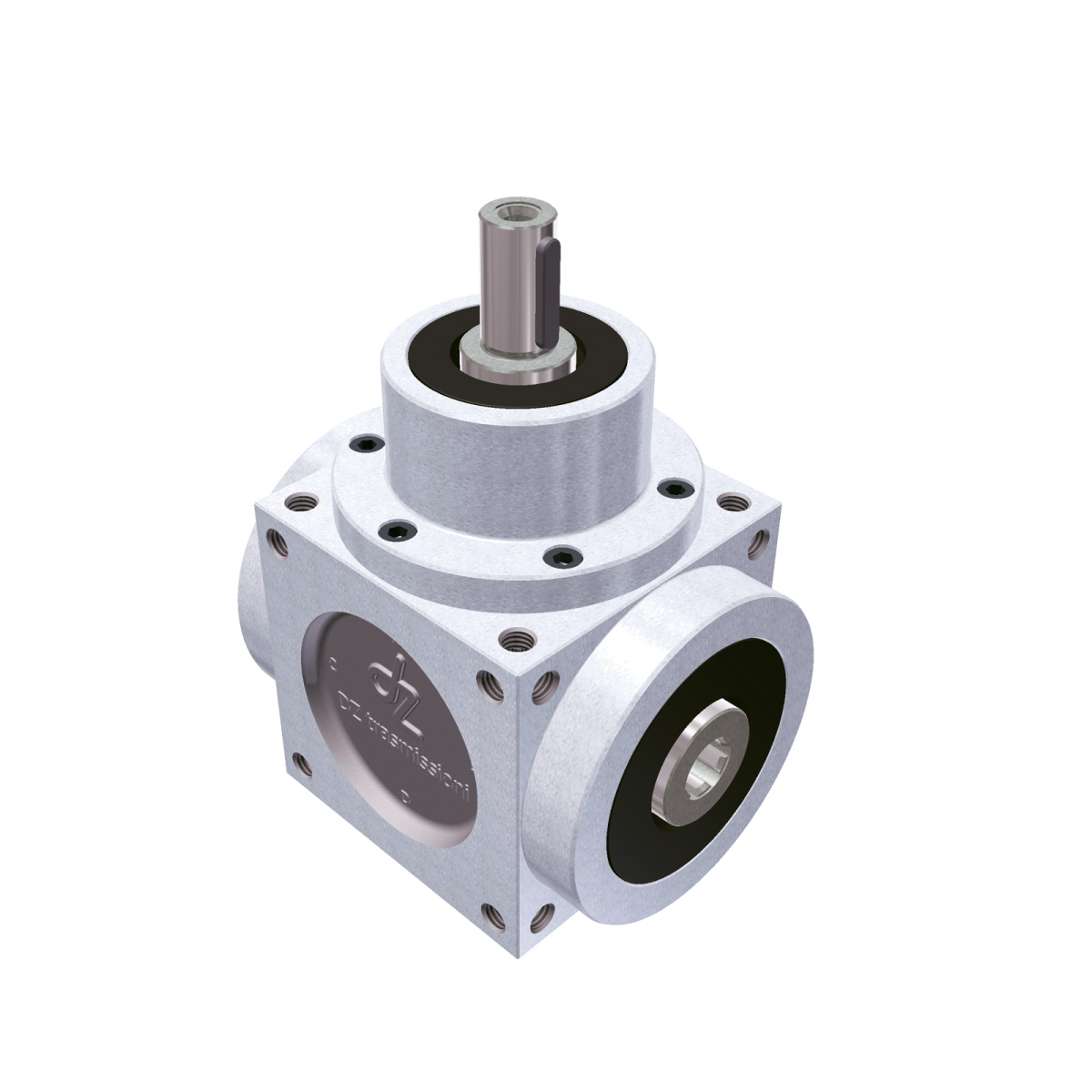
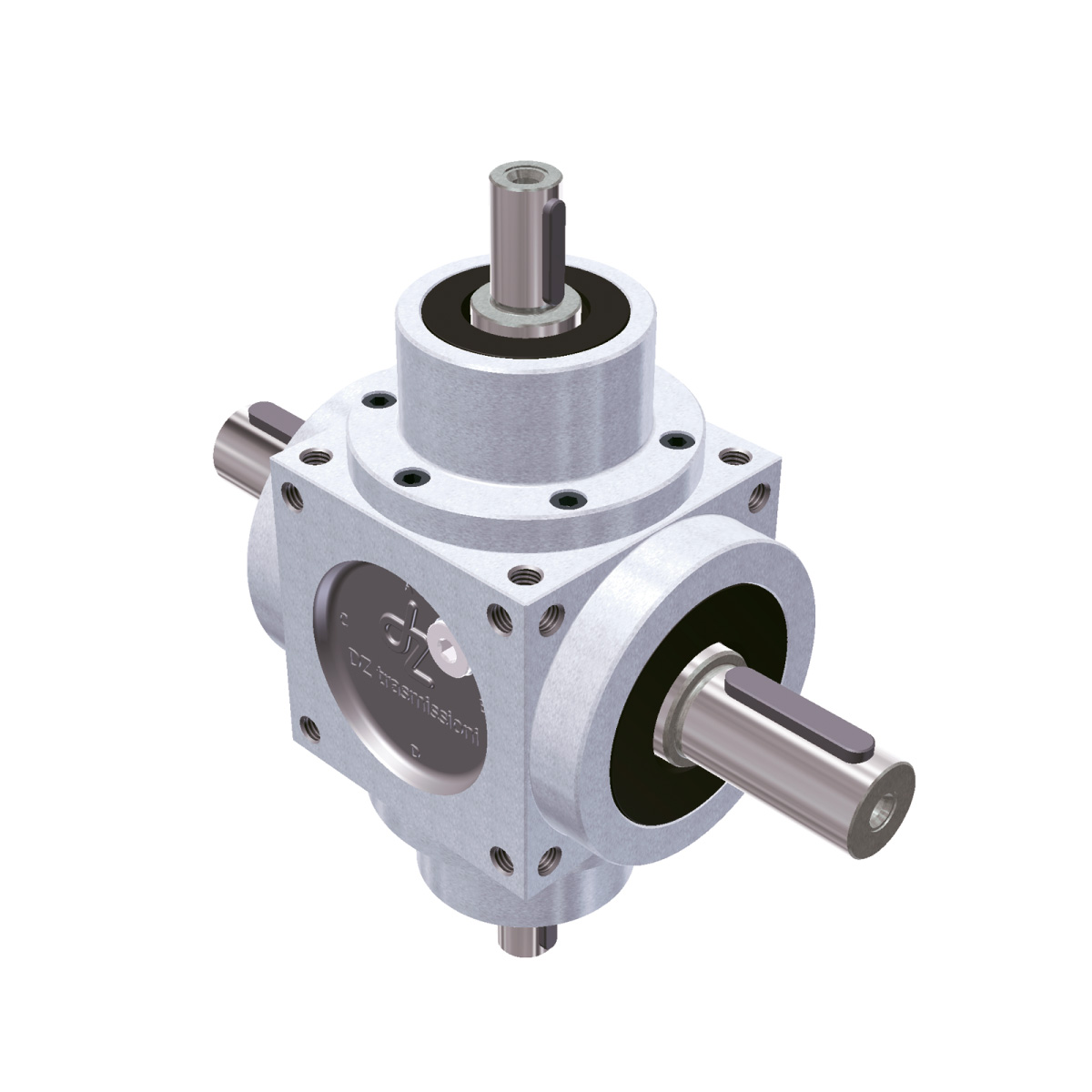
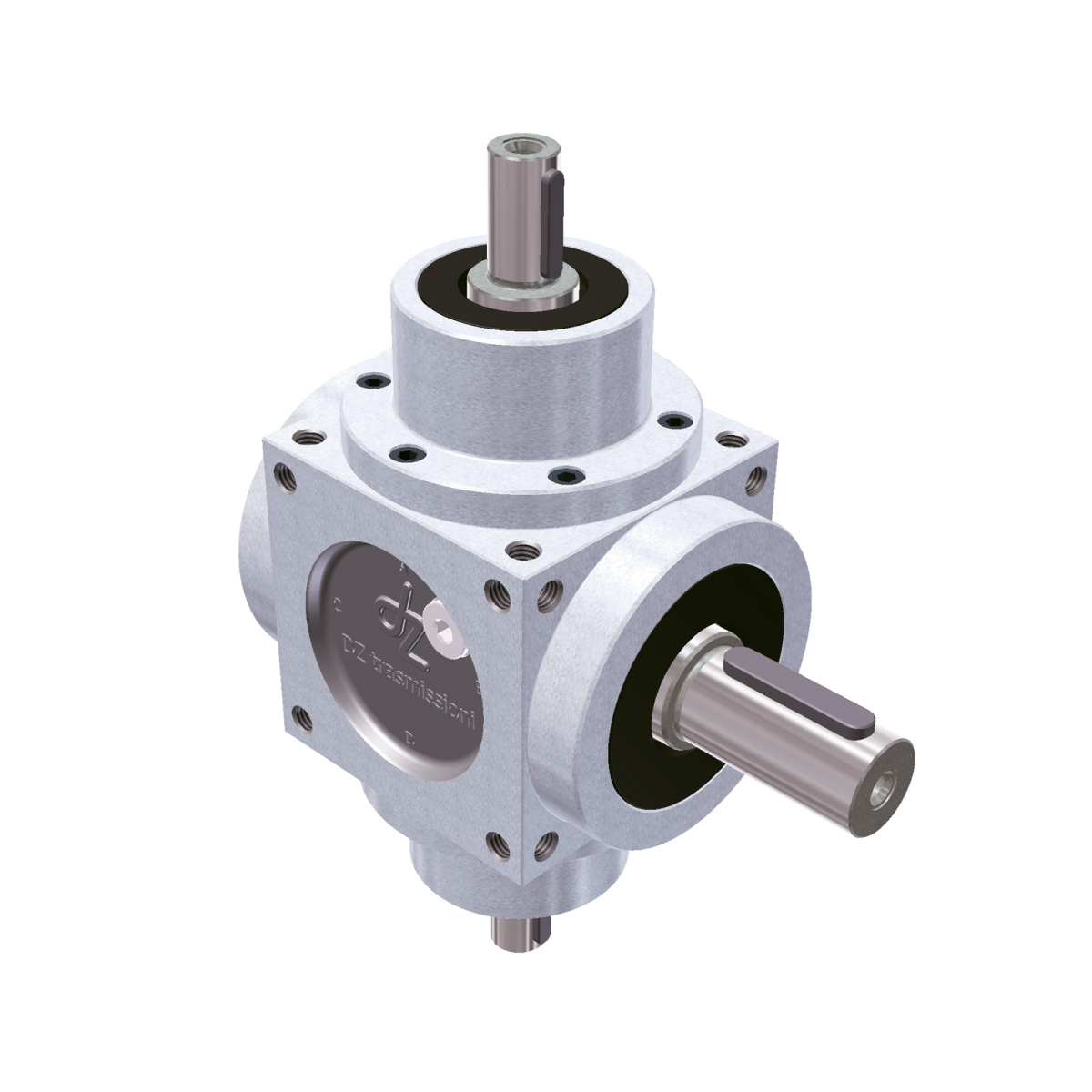
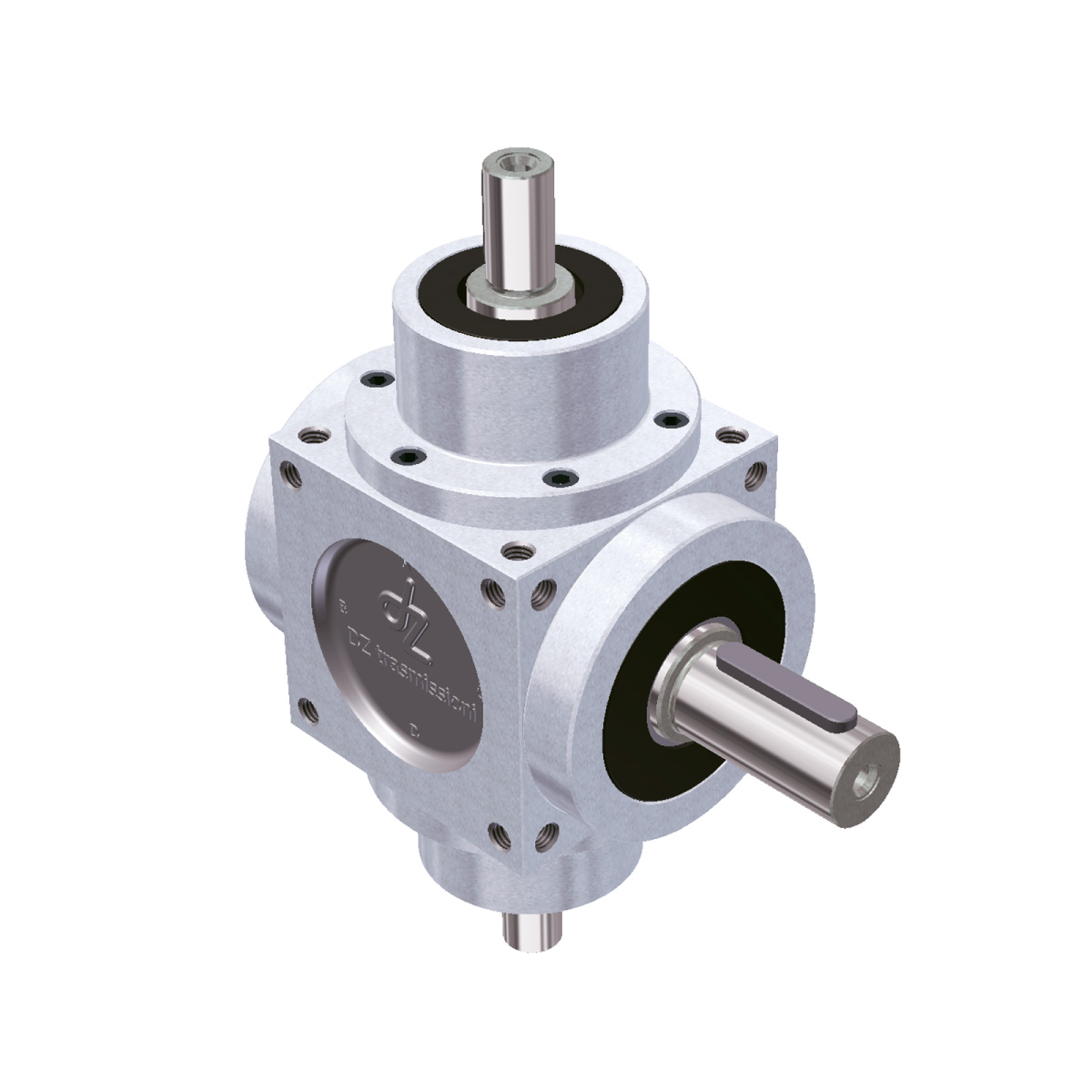
This project’s most important INNOVATION consists in the way the housings are constructed (apart from the largest QB 350 size) which are made of aluminium, drawn and/or through cast: even this feature alone generally reduces the total weight of the units by two thirds. Moreover, in the classic cast iron construction, now obsolete, with the aim of creating a housing already available for many different situations, traditionally made up of four pieces (cube central body, two side flanges and a “tower”), one has lost sight of the problem that all these elements require series of centrings, holes, threads and screws that take up much space, besides being much more expensive than a single piece, or two pieces, up to a maximum of three, as far as our idea of an innovative housing is concerned.
In addition to the cost problem (not of little importance), there is also a very strong technical reason: the lack of flanges, series of centrings and screws allows us to have, units external sizes being the same, much larger bores which allow the installing of gears and bearings that, in some sizes, are 30-40% larger than the old ones. Again: external sizes being the same, it follows that performance increases even more than just the geometric sizes of the elements involved.
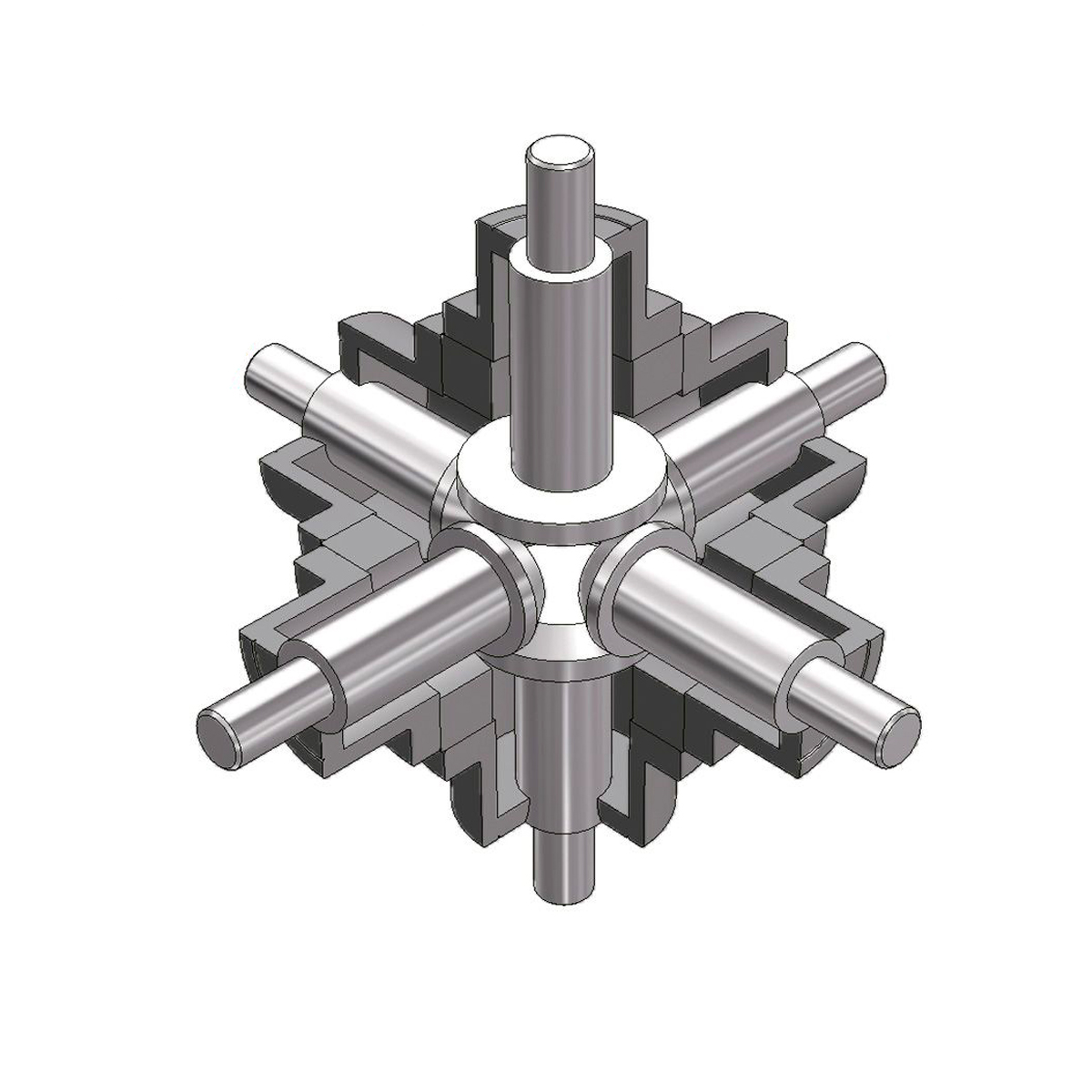
Also, the total precision, especially for what concerns the search for continually less backlash tolerance between input and output, features quite an advantage. Just think about the fact that under the old system, the B-C axis was made up of flange B + housing + flange C, two bearings centered on flanges B and C which were, in turn, centered on the housing, which in turn centers and supports the shaft and/or the hollow shaft. Vice versa, with our new design, the B-C axis is on the housing and only one bore on which the bearings are centered directly, which in turn center and support the shaft and/or the hollow shaft.
Many manufacturers promise to limit backlash within 5’ or even less, and we certainly cannot question what our competitors write. We just inform our customers that achieving certain results, precisely thanks to the novelty of our project, is much easier for us in actual fact.
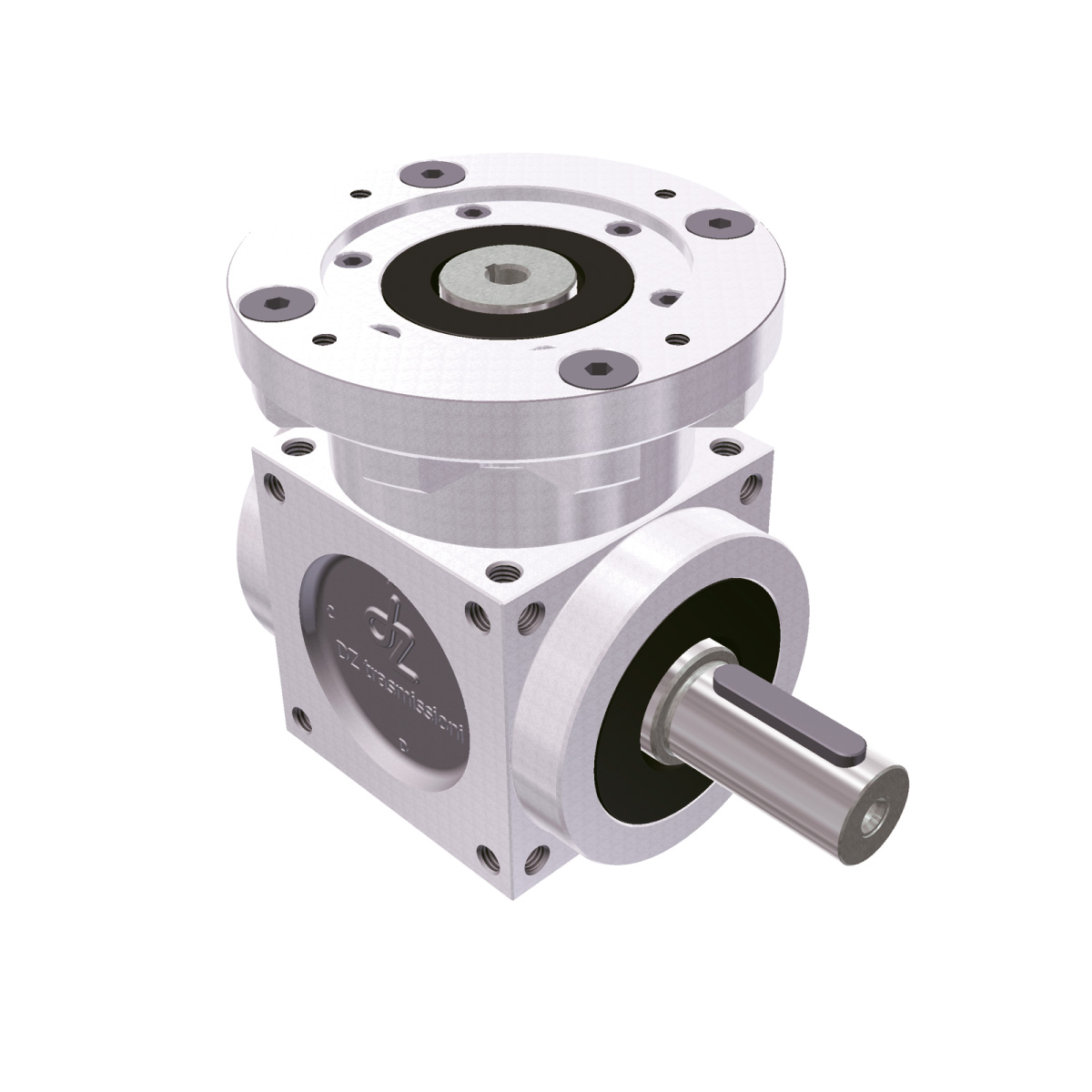
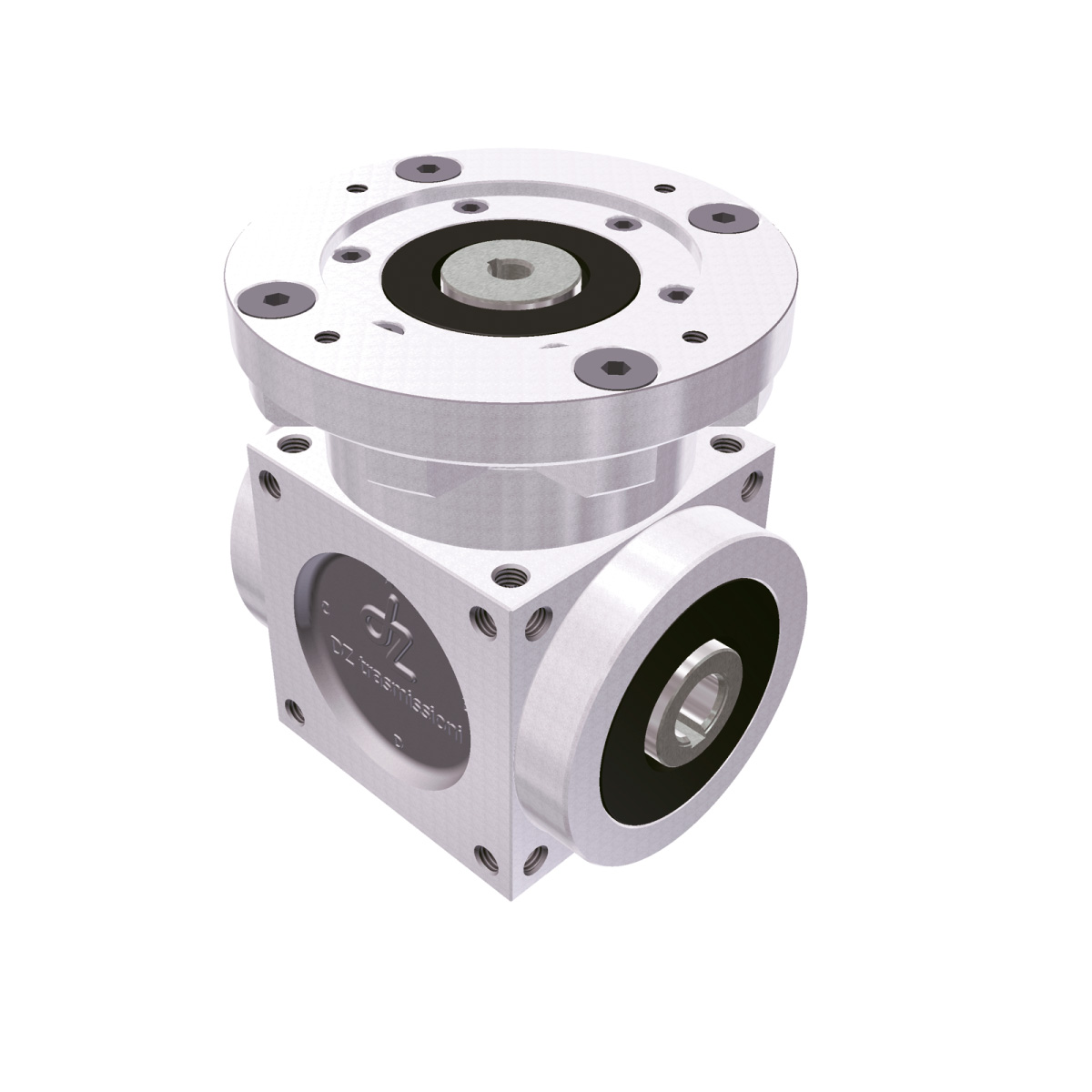
The first size is a 54 rigid monobloc made of aluminium; in the next sizes, from 86 to 166, the housing is made up of two pieces, always aluminium. From size 200 to 250 the housing is in 3 pieces, always aluminium, whereas the largest one 350 is made of cast iron, and the housing is made up of 4 pieces. Aluminium, which is the material we have always used the most, either drawn or cast, generally reduces the unit’s total weight by about two thirds, as compared to the old notion of the housing designed in 4 cast iron pieces, an aspect which should not to be underestimated given the new energy-saving requirements. Imagine being able to reduce the weight of your car by two thirds: you might need a fewer liters less petrol or diesel to reach the same destination. It is no coincidence that the world’s leading car manufacturers are using aluminium on their newer cars rather than cast iron for the engine crankcases: it is clear that aluminium is the material of the future.
In addition to its main characteristic, i.e. lightness, aluminium is far less prone to rust than cast iron and is also adaptable to numerous treatments, according to requirements, such as anodizing, phospho-chromatization and GHA Golden Hard Anodizing (Patent No. EP1207220), which uses silver ions to inhibit the proliferation of bacteria, an excellent treatment used in the food, chemical, pharmaceutical industry and may other applications. An aluminium housing subjected to the foregoing 20-micron thick treatment withstands 10,000 hours in salt spray; the same piece made of AISI 316 steel would withstand 6,000 hours and cost more than double.
In addition to the cost problem (not of little importance), there is also a very strong technical reason: the lack of flanges, series of centrings and screws allows us to have, units external sizes being the same, much larger bores which allow the installing of gears and bearings that, in some sizes, are 30-40% larger than the old ones. Again: external sizes being the same, it follows that performance increases even more than just the geometric sizes of the elements involved.
Also, the total precision, especially for what concerns the search for continually less backlash tolerance between input and output, features quite an advantage. Just think about the fact that under the old system, the B-C axis was made up of flange B + housing + flange C, two bearings centered on flanges B and C which were, in turn, centered on the housing, which in turn centers and supports the shaft and/or the hollow shaft. Vice versa, with our new design, the B-C axis is on the housing and only one bore on which the bearings are centered directly, which in turn center and support the shaft and/or the hollow shaft.
Many manufacturers promise to limit backlash within 5’ or even less, and we certainly cannot question what our competitors write. We just inform our customers that achieving certain results, precisely thanks to the novelty of our project, is much easier for us in actual fact.
The first size is a 54 rigid monobloc made of aluminium; in the next sizes, from 86 to 166, the housing is made up of two pieces, always aluminium. From size 200 to 250 the housing is in 3 pieces, always aluminium, whereas the largest one 350 is made of cast iron, and the housing is made up of 4 pieces. Aluminium, which is the material we have always used the most, either drawn or cast, generally reduces the unit’s total weight by about two thirds, as compared to the old notion of the housing designed in 4 cast iron pieces, an aspect which should not to be underestimated given the new energy-saving requirements. Imagine being able to reduce the weight of your car by two thirds: you might need a fewer liters less petrol or diesel to reach the same destination. It is no coincidence that the world’s leading car manufacturers are using aluminium on their newer cars rather than cast iron for the engine crankcases: it is clear that aluminium is the material of the future.
In addition to its main characteristic, i.e. lightness, aluminium is far less prone to rust than cast iron and is also adaptable to numerous treatments, according to requirements, such as anodizing, phospho-chromatization and GHA Golden Hard Anodizing (Patent No. EP1207220), which uses silver ions to inhibit the proliferation of bacteria, an excellent treatment used in the food, chemical, pharmaceutical industry and may other applications. An aluminium housing subjected to the foregoing 20-micron thick treatment withstands 10,000 hours in salt spray; the same piece made of AISI 316 steel would withstand 6,000 hours and cost more than double.


GEARS
The bevel gears cut on GLEASON hobbing machines, with spiral toothing which ensures maximum load capacity, are made of nickel-chrome steel. The case-hardening surface treatment ensures maximum service life against wear while leaving the tooth core tough and flexible to resist mechanical shocks. Units are manufactured with backlash tolerances to ensure perfect gear engagement and silent operation. If specifically requested, backlash tolerances can REALLY be reduced to a minimum of 5’ measured on the slow shaft (the crown in ratios other than 1:1) with special prices and delivery conditions.
It is important to know and understand that in 1:1 ratios, the backlash tolerance measured on the input axis blocking the output axis, and vice versa, is always the same in the same rotation point. And in any case, throughout a 360° rotation, it ranges from minimum to maximum depending on machining imperfections, and especially the error of eccentricity of the two rotating axes.
In the other four ratios, 1:1.5 - 1:2 - 1:3 and 1:4, we have to consider that in order to make a complete revolution of the bigger gear (slow axis crown), there must be, depending on the ratio, 1.5 or 2 or 3 or 4 revolutions on the smaller gear (fast axis pinion). Therefore, in order to perform an actual and total control of the angular backlash, in ratios other than 1:1, from its minimum to its maximum, the crown must perform a complete rotation that, as said above, will correspond to 1.5 or 2 or 3 or 4 revolutions of the pinion and therefore measure at various points to obtain the sought value from minimum to maximum.
Besides this, it is very important to take into account that in ratios other than 1:1, the fast axis will have, according to ratio, an angular backlash of 1.5, 2, 3, 4 times greater than that measured in the same point of rotation of the slow shaft (large crown gear). In conclusion, for a backlash measured on the slow axis, the fast axis’ backlash will be directly proportional to the ratio in the same point. To know its value, multiply it by the ratio itself.
It is important to know and understand that in 1:1 ratios, the backlash tolerance measured on the input axis blocking the output axis, and vice versa, is always the same in the same rotation point. And in any case, throughout a 360° rotation, it ranges from minimum to maximum depending on machining imperfections, and especially the error of eccentricity of the two rotating axes.
In the other four ratios, 1:1.5 - 1:2 - 1:3 and 1:4, we have to consider that in order to make a complete revolution of the bigger gear (slow axis crown), there must be, depending on the ratio, 1.5 or 2 or 3 or 4 revolutions on the smaller gear (fast axis pinion). Therefore, in order to perform an actual and total control of the angular backlash, in ratios other than 1:1, from its minimum to its maximum, the crown must perform a complete rotation that, as said above, will correspond to 1.5 or 2 or 3 or 4 revolutions of the pinion and therefore measure at various points to obtain the sought value from minimum to maximum.
Besides this, it is very important to take into account that in ratios other than 1:1, the fast axis will have, according to ratio, an angular backlash of 1.5, 2, 3, 4 times greater than that measured in the same point of rotation of the slow shaft (large crown gear). In conclusion, for a backlash measured on the slow axis, the fast axis’ backlash will be directly proportional to the ratio in the same point. To know its value, multiply it by the ratio itself.


SHAFTS AND HOLLOW AXES FOR LOCKING SETS
These are manufactured in carbon steel with 80 Kg/mm² surface treatment. Even the shafts of the fast axes, in ratios other than 1:1, are not in one piece with the pinion gear and, as such, tempered. Hence, further processing can be performed on shafts such as even a simple hole for a pin for a backlash-free locking, both radial and axial. Male ground shafts all within tolerance h7, hollow shafts for splines and/or locking sets, ground within tolerance H7. External drives on male shafts all with UNI 6604-A splines, tolerance of spline h9 inserted in its seat on the shaft within tolerance P9 (coupling locked) devoid of residual backlash.
Spline seats in all hollow through shafts and for engines in the Pam flanges on the sides are within tolerance H9 whereas on the inside, coupling between shaft and gears performed with strong interference and quenched and tempered splines and subsequently chemically nickel-plated, with minimum thickness of 20 micron to provide the dual function of strong surface hardening (500/530 HV) against fingerprints, and also to create strong interference on the coupling to eliminate any possible residual radial clearance.
Spline seats in all hollow through shafts and for engines in the Pam flanges on the sides are within tolerance H9 whereas on the inside, coupling between shaft and gears performed with strong interference and quenched and tempered splines and subsequently chemically nickel-plated, with minimum thickness of 20 micron to provide the dual function of strong surface hardening (500/530 HV) against fingerprints, and also to create strong interference on the coupling to eliminate any possible residual radial clearance.

BEARINGS
Only leading brand bearings are used and, apart from size 54 for which bearings this small are not available tapered but are ball bearings in deep races. All the other sizes in all the rotation axes (including the blind hollow shafts for the coupling of electrical motors) are supported by tapered roller bearings, which guarantee maximum performance in the most severe conditions.

OIL SEALS
In the centring of the flanges (if any), static seal is ensured by O-RINGS whilst the static closures are performed, when the protusions of shafts or hollow shafts are not present, by means of metal caps coated with oil-resistant nitrile material.
The static seals of the oil caps (if any) are made of annealed aluminium while all the dynamic seals on the rotating elements (objects subject to wear and tear) are made with rotating seal rings normally made of nitrile rubber, also available with dust-cover lip for particularly “dirty” places; recommended operating temperature: between -20°C and +80°C.
In special cases, we can supply oil seal rings made of VITON, SILICONE, KALREZ, TEFLON, MECHANICAL SEALS OF ANY KIND, GLAND PACKING; in these cases you should contact our technical sales service to check your specific requirements.
The static seals of the oil caps (if any) are made of annealed aluminium while all the dynamic seals on the rotating elements (objects subject to wear and tear) are made with rotating seal rings normally made of nitrile rubber, also available with dust-cover lip for particularly “dirty” places; recommended operating temperature: between -20°C and +80°C.
In special cases, we can supply oil seal rings made of VITON, SILICONE, KALREZ, TEFLON, MECHANICAL SEALS OF ANY KIND, GLAND PACKING; in these cases you should contact our technical sales service to check your specific requirements.

LUBRICATION
All units are supplied already filled with lubricant, size 54 units are filled with synthetic long-life grease; all other sizes are oil filled.
In the case of assemblies in which the A axis faces upwards and perhaps rotates at low rpm, when it would be difficult to reach and lubricate the bearing near the protusion of shaft A, all sizes in all models allow you to create a chamber, through a rotary seal ring mounted on the inside between the two bearings of axis A, which normally is filled with synthetic grease, 00 consistency, for a correct lifetime lubrication of the bearing in the critical position.
See Section: Items for Completing the Product Code to obtain gear drives with this particular construction.
Versions devoid of directions come without the additional grease chamber.
Special oils and greases are available for specific applications.
In the case of assemblies in which the A axis faces upwards and perhaps rotates at low rpm, when it would be difficult to reach and lubricate the bearing near the protusion of shaft A, all sizes in all models allow you to create a chamber, through a rotary seal ring mounted on the inside between the two bearings of axis A, which normally is filled with synthetic grease, 00 consistency, for a correct lifetime lubrication of the bearing in the critical position.
See Section: Items for Completing the Product Code to obtain gear drives with this particular construction.
Versions devoid of directions come without the additional grease chamber.
Special oils and greases are available for specific applications.